Üründe İz Bırakmanın Sebebi ve Alınacak Önlem
Mevcut Dalgalanma
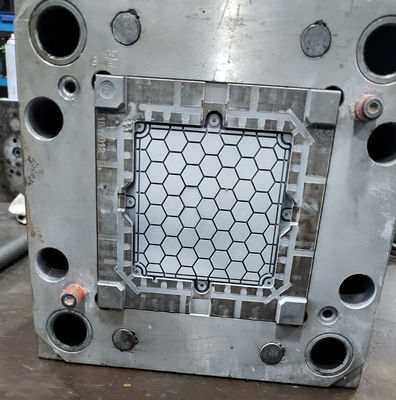
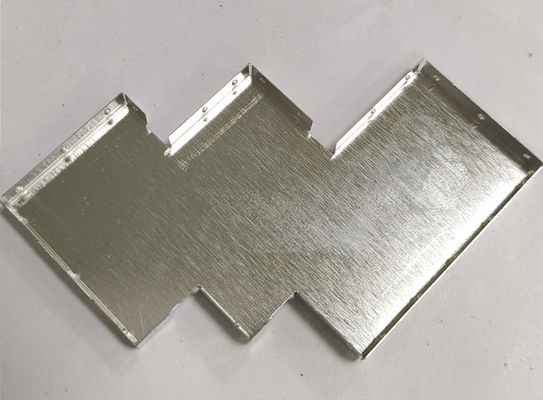
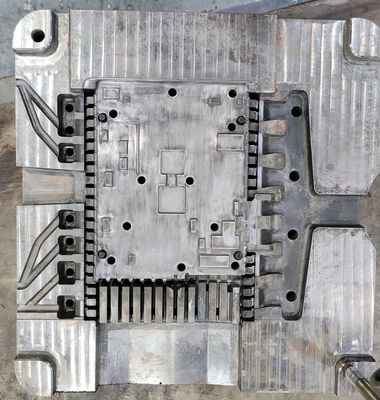
Kalıptaki malzeme katılaştığında ve mi tam olarak entegre olmadığı gibi akıştan sonra erimiş malzeme karıştırıldığında, üründe donuk ve pullu olacaktır.Yanardöner veya halka şeklinde, bu olgu akış işaretidir, genellikle yavaş bir hızda oluşur
| Neden | önlem | |
| şekillendirme koşulu |
1. Malzeme taşma derecesi çok düşük ve ön kısmın kürlenmesi çok kolay 2. Kalıp sıcaklığı çok düşük 3. Kaos kalıplamanın hızı çok hızlı veya çok yavaş, bu da çok yavaş olduğunda dalgalı akış işaretleri ve çok hızlı olduğunda pürüzlü akış işaretleri üretecektir. 4. Doldurma basıncı veya tutma basıncı çok düşük, bu nedenle akış işareti net göstermek |
1. Kalıplama sıcaklığını artırın 2. Kalıp sıcaklığını artırın 3. Doğru hızı ayarlayın 4. Doldurma ve tutma basıncını artırın
|
| Ölmek |
1. Kapı çok küçük 2. Soğuk besleme kuyusu yok 3. Uygun olmayan dökme U konumu
|
1.F dökün n 2. Daha fazla soğuk besleme kuyusu açın. 3. Dökme U sabit değilse, malzeme aynı zamanda tutucu kalıp deliği duvarının konumuna da dokunacaktır. |
| Ürün tasarımı |
1. Ürün yapısı tasarımı daha fazla dik açı sağlar 2. Ürün kırık ve kalınlık farkı çok büyük |
1. Ürün şeklini iyileştirin ve erimiş malzeme akışını pürüzsüzleştirin 2. Kalınlığı çok pürüzsüz hale getirmek için tasarımı değiştirin |
| Malzeme |
1. Malzemelerin zayıf likiditesi 2. Çok fazla dolgu maddesi
|
1. Likiditeyi iyileştirin 2. Daha az dolgu maddesi içeren malzemelere geçin |
| Diğer | Suona'nın enjeksiyon kalıplama makinesinde tıkanması |
Makinenin memesini temizleyin
|